

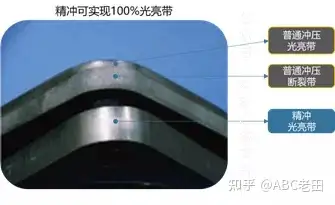
精冲和普冲的四个区别





很多人人可能没有接触过精冲,不要慌,让我们带着What,Why,How这三个问题来阅读今天的文章,看一看精冲究竟是个啥玩意,跟普通冲压到底差别在哪里。
01 ABC分享会 - 什么是精冲
精冲全称为精密冲裁,英文Fine Blanking,从名字上可以看出,精冲源于普通冲压,当我们对冲压零件的断面光洁度有着高精度要求时,普通冲压的零件无法满足高断面精度需求时,人们找到了控制断面精度的冲压方式,即精冲。简单来说,精冲≈冲压+冷挤压。等效质量的前提下,精冲由于加工效率高,是机加工、粉末冶金等工艺的低成本替代。
精冲的工作原理
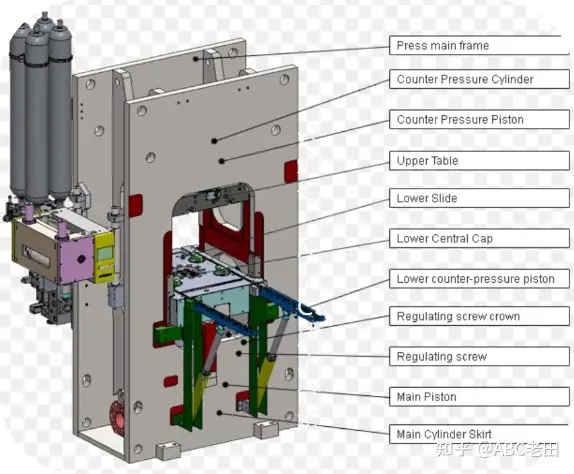
大家都有撕纸的经验,纯拉力作用下,裂纹会自由延申,得到的断面一般为锯齿状;如果使用剪刀分离,剪刀上下两个部分对纸的分离区域产生压力,分离断面严格按照剪刀的走向整齐的产生,精冲也是同样的原理。由于纸比较软,上下两个剪刀结构即能轻松使压力传递到整个剪切区域,但作为金属来讲,由于硬度极大,必须通过特殊机构使压力有效传递到整个剪切区域,最通用的是如下面右图所示的齿圈压板精冲结构。
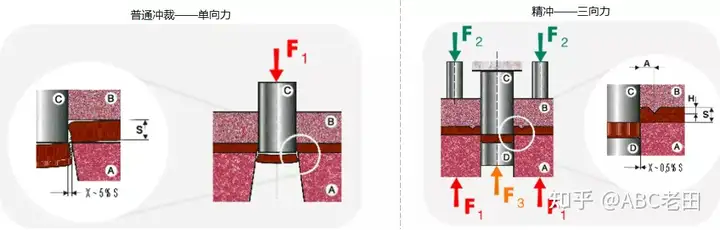
齿圈压板精冲工艺原理是三动力压力机作用于被加工材料,对加工区域施加三向压应力,使材料的变形区域在分离过程中完全处于压应力状态。微观上看,材料组织相对运动分离时,晶界的滑移运动因为压应力作用不能随意延申(晶界分离运动不加限制任其自由延申,即产生裂纹。),而是被严格限制在极小的凸凹模间隙区域,沿着冲头方向进行滑移。宏观上看即产生整齐的分离断面,即精冲断面。
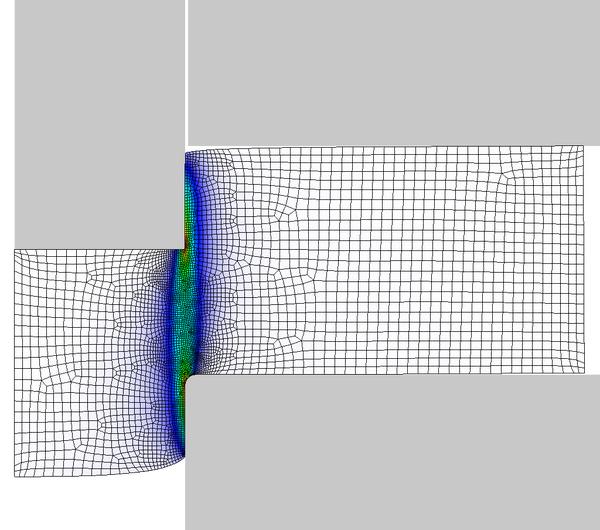
所以,精冲的精髓在于:材料分离区域在分离运动过程中始终保持压应力状态。
精冲的过程是控制压应力的过程。
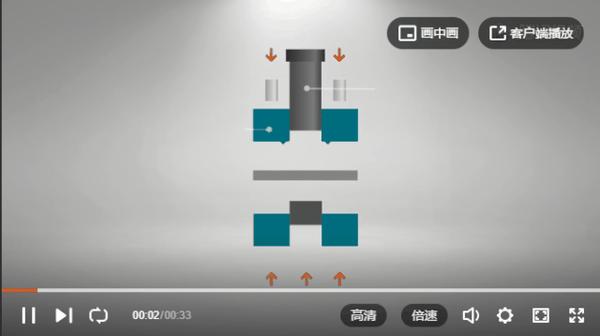
下面让我们来看个动图,加深一下对精冲的理解。记住下面四个步骤:
- 第一步 齿圈压料。
- 第二步 冲头和反顶压料。
- 第三步 冲裁分离。
- 第四步 压缩空气或者机构分离料带与产品、废料。

02 ABC分享会 - 精冲与普通冲压的区别
精冲起源于普通冲压,但并不是普通冲压的加强版这么简单。精冲工艺与普冲工艺的本质区别在于普通冲压在冲裁时无法有效避免断面的撕裂的产生,而精冲则在冲裁时想尽办法抑制板料的撕裂发生。下面让我们从工件特点和模具结构两方面来对比一下精冲与普通冲压的区别。
被加工材料要求差异
普通冲压几乎可以加工任意材料,只要模具钢强度足够,压机压力足够。
但用于精冲的材料,因为要在材料晶体间有效传递压应力以抑制裂纹,需要被加工材料具有良好的塑性、低屈强比和高延伸率;需要具有良好的组织结构,材料组织不均匀很难在恒定的压力条件下产生均匀的抑制作用;通常抗拉强度需要在600MPa~700MPa以下,一般太硬的材料组织结构比较粗大(比如马氏体)。选取材料时可以依据下面三个条件选择:
- 材料的含碳量小于0.35%时,可直接精冲。
- 材料的含碳量(碳当量)为0.35%~0.7%时,需进行球化退火。
- 可以选择高强度微晶粒合金钢。
常用材料
- 低碳钢:DC03、DC04等
- 低合金高强度钢:H420LA、S500MC等。
- 调质钢:16MnCr、42CrMo4 等。
加工能力特点差异
下图是普通冲压与精冲的断面横截面,从外形上就可以发现这两者是截然不同的。下面让我们从细节处来对比这两种冲压工艺。
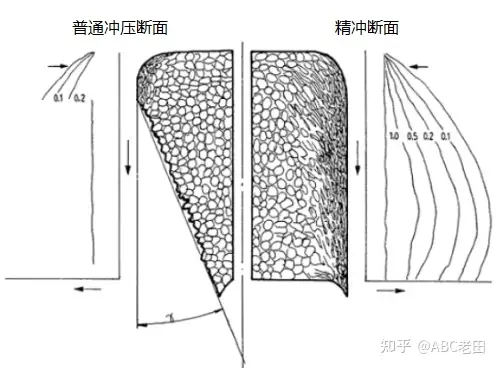
一般冲裁极限尺寸
普冲:最小孔径1.5倍料厚。
精冲:最小孔径可达0.6倍料厚。
尺寸精度
普冲:一般尺寸精度,IT14。精冲:高尺寸精度,IT6~9。
平面度
普冲:可达0.1mm每100m㎡。
精冲:可达0.01mm每100m㎡。
断面垂直度
普冲:约等于冲裁间隙,10%左右的料厚。
精冲:0.003mm每1m㎡,倾斜小于1°。
冷作硬化
普冲:断面塌角及光亮带部分冷作硬化。
精冲:全断面冷作硬化,可以提高接触面强度。
毛刺
普冲:毛刺较小,允许值一般为10%的料厚,没有特殊要求可以不用单独去除毛刺。
精冲:一定会产生毛刺,并且毛刺为硬毛刺,必须通过额外工艺去除。
模具结构差异
精冲模具是一种复合模具。与普通模具不同的是,复合模具可以在压机一个动作周期,通过一个模具工位,完成多个成型或分离动作。总结的说,精细冲裁的模具结构上比普通冲压模具多一个齿圈压板与顶出器,而且凸凹模间隙极小,凹模刃口带有圆角。

使用设备差异
普通冲压设备一般为提供单向动力(也有双动力压机,加工特殊形状产品),即冲裁力。台面差异也很大,比如800T的压机台面长度从2m左右到5m左右都有。精冲机可以提供三个动力,冲裁力、压边力、反顶力。且精冲设备结构紧凑,台面很小,800T左右的精冲机台面长度普遍在1m左右。当然和普通冲压机一样,精冲机还需要其他配套的辅助设备。一般精冲机的必要辅助系统有开卷校平送料机、模具润滑系统和零件废料分离系统。
精冲设备的主要生产厂商有Feintool、ESSA、Schimid、SMG和Osten。
国内市场中基于低成本的需求,催生了简易精冲机和精冲模架的存在。 简易精冲机就是在普通冲压机下加一些辅助设备,例如油缸,来实现三动力的功能。 精冲模架指的是在普通冲压机上,通过模具加上各种压力源来实现精冲的功能。需要注意的这类简易精冲设备并不能用来生产厚度较厚,或者是材料强度较大的产品。
03 ABC分享会 - 精冲产品的后处理工序
跟普通冲压件冲压完成即是成品不同,精冲工艺通常会伴随着后处理工序,不会单独作为产品的生产工艺存在。下图列出了常见的一些精冲后处理的工序,除了这些工序以外,根据需求还会有校平、磨削、攻螺纹等处理。

- 去毛刺: 上一节中提过,精冲是一定会产生毛刺的,必须通过工艺去除,因为去毛刺是必要的工序。
- 机加:如果产品仍不能够满足需求,则需要更进一步的机加工。
- 清洗:将产品上的精冲油清洗干净,这一步是必须的。
- 热处理:可以提高产品的强度。
本节会着重介绍精冲工序和去毛刺工序这对搭档。
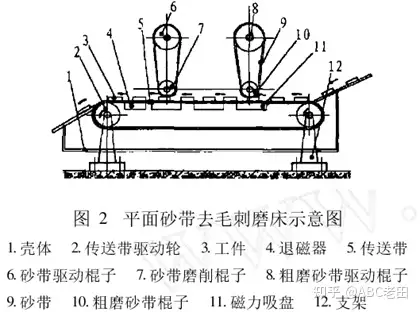
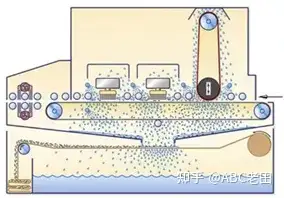
去毛刺工序砂带机
- 仅限平板件,去除毛刺能力强。
- 速度2~10m/min。
- 主要消耗品:砂带,水,研磨剂,防锈剂。
毛刷机
- 平板件或非平板件,去除毛刺能力中等。
- 速度2~10m/min
- 主要消耗品:毛刷,水,研磨剂,防锈剂。
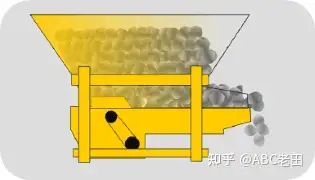
震动研磨机
- 小零部件。
- 震动周期:10min~60min。
- 主要消耗品,研磨石子,水,研磨剂,防锈剂。





如果您正在寻找相关产品或有其他任何问题,可随时拨打我公司销售热线
全国统一销售热线:86 514 85906288


01 留言咨询(设备、产量、价格、物料、流程等)
02 等待回访(30分钟内快速回复)
03 免费定制(根据需求免费量身定制流程方案)
想了解价格?产量?型号?售后?请留言,我们第一时间为您回复
在线留言
 在线客服
在线客服